- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик


Voorzorgsmaatregelen voor de bediening van de extruder in de extrusielijn voor massieve wandpijpen
2022-02-12
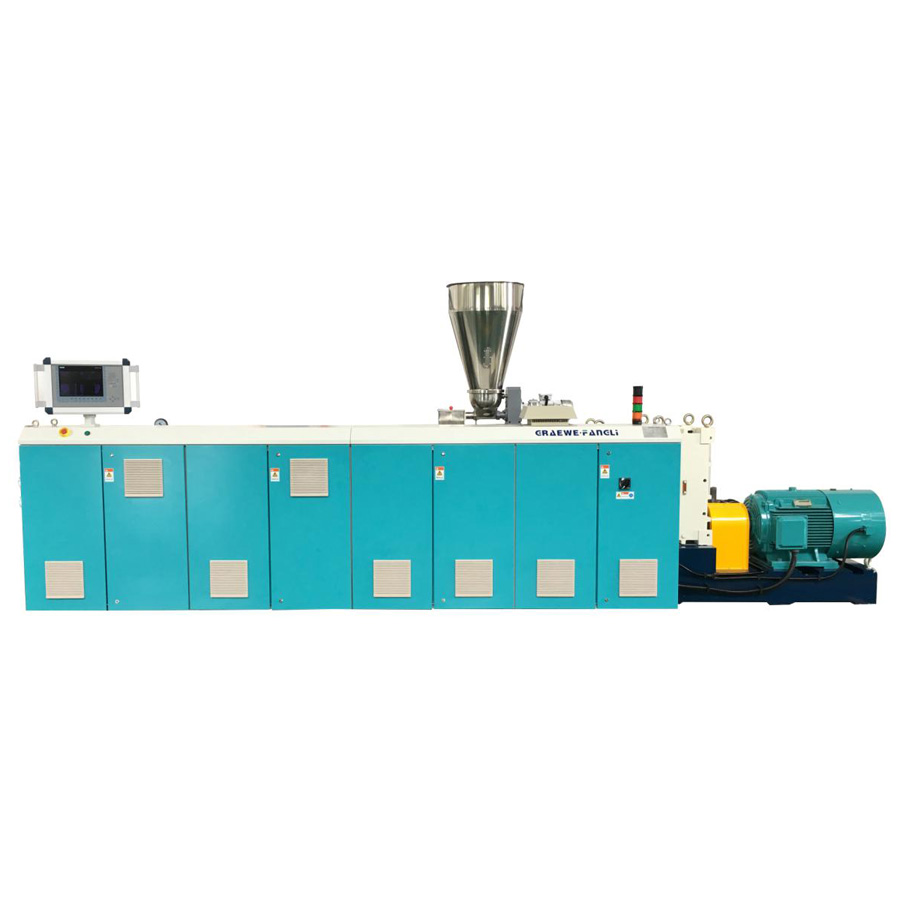
Het apparatuurbesturingssysteem van deExtrusielijn voor massieve wandpijpbestaat dan uit een extruder, een matrijskop, een vormgevend koelsysteem, een tractor, een snijuitrusting en een draaiframe. Het extrusieprincipe van de extruder is om een schroef met een schuine draad te gebruiken om in een verwarmd vat te draaien en om het plastic dat uit de trechter naar voren wordt gestuurd te extruderen, zodat het plastic geleidelijk wordt verwarmd en het plastic uniform wordt geplastificeerd om de kunststof door de machine. Kop- en schimmelvorming. De extruder moet tijdens de eigenlijke operatie op de volgende punten letten:
1. Controleer voordat u de machine start of de verwarmingsring in goede staat is, of het thermokoppel goed is geplaatst en of de temperatuurmeting nauwkeurig is.
2. Wacht bij het starten tot de verwarmingstemperatuur de ingestelde procestemperatuur bereikt en houd deze enige tijd vast voordat u begint. Om schade aan onderdelen zoals motoren en schroeven te voorkomen.
3. Wanneer de hoofdmotor wordt gestart, moet deze een paar minuten op lage snelheid draaien om het gesmolten materiaal dat de vorige keer in het vat achterblijft af te voeren, en de snelheid kan alleen worden verhoogd na de smeltdruk en de stroom van de hoofdmotor stabiel zijn, om verwondingen van het personeel door het gespoten materiaal te voorkomen.
4. Tijdens de werking van de apparatuur moeten parameters zoals temperatuur, stroom en smeltdruk tijdig in acht worden genomen. En observeer de verwarming van de motor en de reductiekast. Als er een afwijking is, zoek dan tijdig de oorzaak en verhelp deze.
1. Controleer voordat u de machine start of de verwarmingsring in goede staat is, of het thermokoppel goed is geplaatst en of de temperatuurmeting nauwkeurig is.
2. Wacht bij het starten tot de verwarmingstemperatuur de ingestelde procestemperatuur bereikt en houd deze enige tijd vast voordat u begint. Om schade aan onderdelen zoals motoren en schroeven te voorkomen.
3. Wanneer de hoofdmotor wordt gestart, moet deze een paar minuten op lage snelheid draaien om het gesmolten materiaal dat de vorige keer in het vat achterblijft af te voeren, en de snelheid kan alleen worden verhoogd na de smeltdruk en de stroom van de hoofdmotor stabiel zijn, om verwondingen van het personeel door het gespoten materiaal te voorkomen.
4. Tijdens de werking van de apparatuur moeten parameters zoals temperatuur, stroom en smeltdruk tijdig in acht worden genomen. En observeer de verwarming van de motor en de reductiekast. Als er een afwijking is, zoek dan tijdig de oorzaak en verhelp deze.